最新资讯文章
齿轮感应加热淬火工艺分析
来源:www.rddy.com发布时间:2021年06月09日
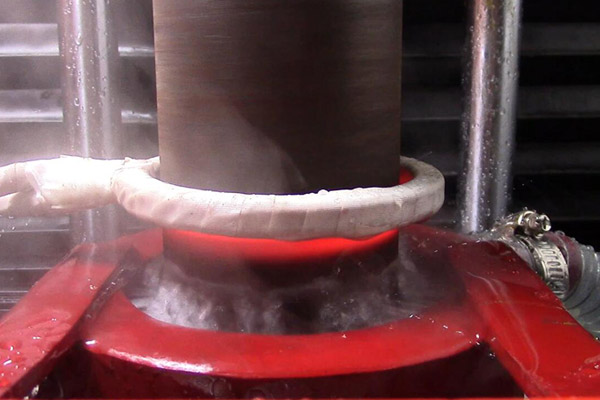
齿轮的感应加热淬火,根据齿轮的形状、模数大小以及感应淬火加热设备的特点,齿轮感应加热淬火方式有:全齿淬火、单齿淬火和沿齿沟淬火。全齿淬火方式只适用于模数小于5mm的齿轮,实现仿齿形淬火需要很高的设备功率,电流频率对齿轮的淬硬层分布影响较大,实际操作中往往无法取得较为合适的频率,淬硬层不是整齿淬透就是齿顶淬硬,或是齿沟淬硬层较薄,淬硬层不是沿齿廓较均匀分布,淬火质量不理想。
单齿淬火方法适合于M>5mm的齿轮零件,也适合于现有的100KW设备功率,但不管是单齿同时加热和单齿连续加热,将齿顶包住的淬火法淬火时齿顶易过热,齿沟处无淬硬层,降低了齿轮的疲劳寿命,且操作上难度较大,总之都得不到理想的淬硬层分布。沿齿沟淬火法特别适用于大模数齿轮单齿连续加热淬火,感应器与齿沟形状相似,感应器与齿部、齿沟间隙均匀、一致,加热时,齿沟、齿面获得均匀的加热温度,在连续自喷冷却的淬火方式下,获得均匀的淬硬层。

上一条:
内孔高频淬火感应圈的应用
下一条:
高频感应加热设备在齿轮加热淬火的技术应用